






കട്ടർ ടൂളുകൾക്കുള്ള E30 CNC സിലിണ്ടർ ഗ്രൈൻഡിംഗ് മെഷീൻ

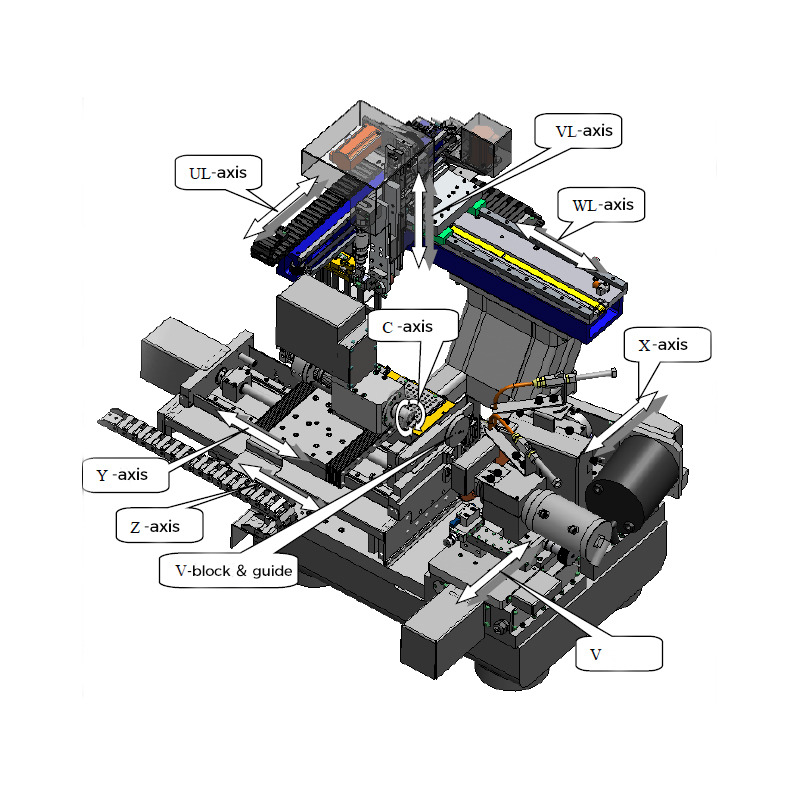
മെഷീൻ്റെ പ്രധാന ഘടന ഡയഗ്രം
ആപ്ലിക്കേഷൻ്റെ വ്യാപ്തി
ആപ്ലിക്കേഷൻ ശ്രേണി: മില്ലിംഗ് കട്ടർ, ഡ്രിൽ ബിറ്റ്, റീമർ, വിവിധ ഹൈ-പ്രിസിഷൻ പാർട്സ് പ്രോസസ്സിംഗ്.
പ്രോസസ്സിംഗ് ശ്രേണി: പ്രോസസ്സ് ചെയ്ത ഉൽപ്പന്നങ്ങളുടെ വ്യാസ ശ്രേണി: Φ3~Φ20mm, പ്രോസസ്സ് ചെയ്ത ഉൽപ്പന്നങ്ങളുടെ ദൈർഘ്യം: 120mm (ഓട്ടോമാറ്റിക്), 330mm (മാനുവൽ).
പ്രോസസ്സിംഗ് സ്വഭാവസവിശേഷതകൾ: മികച്ചതും പരുക്കൻതുമായ ഇരട്ട ഗ്രൈൻഡിംഗ് വീലുകളുടെ ഒരേസമയം അരക്കൽ, ഒറ്റത്തവണ പ്രോസസ്സിംഗ്, രൂപീകരണം.
മെഷീൻ ആമുഖം
1. കിടക്കയുടെ ഘടന:
2. മുഴുവൻ മെഷീൻ്റെയും ഷീറ്റ് മെറ്റൽ: മുഴുവൻ മെഷീനും പൂർണ്ണമായും അടച്ച ഘടനയുണ്ട്, വൈബ്രേഷൻ ഒഴിവാക്കാൻ പ്രധാന ഫ്രെയിം പുറം കവറിൽ നിന്ന് വേർതിരിക്കുന്നു
3. നിയന്ത്രണ സംവിധാനം: NEWCON
4. ട്രിമ്മിംഗ് തത്വം:
• എക്സ്-ആക്സിസ് (നാടൻ ഗ്രൈൻഡിംഗ് വീൽ മെക്കാനിസം): എക്സ്-ആക്സിസ് ദിശയിലുള്ള പരുക്കൻ ഗ്രൈൻഡിംഗ് വീലിൻ്റെ പരസ്പര ചലനം തിരിച്ചറിയുക;
• വി-ആക്സിസ് (ഫൈൻ ഗ്രൈൻഡിംഗ് വീൽ മെക്കാനിസം): വി-ആക്സിസ് ദിശയിലുള്ള ഫൈൻ ഗ്രൈൻഡിംഗ് വീലിൻ്റെ പരസ്പര ചലനം തിരിച്ചറിയുക;
• Y-ആക്സിസ് (Y-ആക്സിസ് ഫീഡ് മെക്കാനിസം): Y-ആക്സിസ് ദിശയിലുള്ള വർക്ക്ടേബിളിൻ്റെ പരസ്പര ചലനം തിരിച്ചറിയുക;
• സി ആക്സിസ് (വർക്കിംഗ് ഹെഡ് റൊട്ടേഷൻ മെക്കാനിസം): സി അക്ഷത്തിൻ്റെ ദിശയിൽ ജോലി ചെയ്യുന്ന തലയുടെ റോട്ടറി ചലനം മനസ്സിലാക്കുക:;
• UL ആക്സിസ്, VL ആക്സിസ്, WL ആക്സിസ് (മാനിപ്പുലേറ്റർ പിക്ക് ആൻഡ് പ്ലേസ് മെക്കാനിസം): തിരശ്ചീനവും ലംബവുമായ ദിശകളിൽ മാനിപ്പുലേറ്ററിൻ്റെ പരസ്പര ചലനം തിരിച്ചറിയുക;
• ഗൈഡ് വീലും വി-ബ്ലോക്ക് പിന്തുണയും: മെഷീനിംഗ് പൂർത്തിയാക്കുന്നതിന് സഹായകമാണ്.
1. ചലിക്കുന്ന ഭാഗങ്ങൾ: X axis, V axis, Y axis, WL axis, UL axis, VL axis, ഗൈഡ് വീൽ മെക്കാനിസം, ആം മെക്കാനിസം, ഹിസ്റ്ററിസിസ് അഡ്ജസ്റ്റ്മെൻ്റ് മെക്കാനിസം
2. വർക്ക്പീസ് സ്പിൻഡിൽ: ചുവാങ്യുൻ സ്വയം നിർമ്മിച്ച കതിർ
3. ഗ്രൈൻഡിംഗ് സ്പിൻഡിൽ: സിയാമെൻ ടങ്സ്റ്റൺ മോട്ടോർ
4. മുഴുവൻ മെഷീൻ്റെയും ലൂബ്രിക്കേഷൻ: ഓയിൽ മുലക്കണ്ണുകൾ ഓരോ അച്ചുതണ്ടിലും കരുതിവച്ചിരിക്കുകയും പതിവായി ലൂബ്രിക്കേറ്റ് ചെയ്യുകയും ചെയ്യുന്നു
5. ഫീഡിംഗ് രീതി: ത്രീ-ആക്സിസ് മാനിപ്പുലേറ്റർ ഫീഡിംഗ്
സാങ്കേതിക സവിശേഷതകൾ
| നിയന്ത്രണ രീതി | ബാഹ്യ ബട്ടണുകൾ, ടച്ച് സ്ക്രീൻ | |
| പ്രദർശന രീതി | ടച്ച് സ്ക്രീൻ, മുന്നറിയിപ്പ് ലൈറ്റ് | |
| തണുപ്പിക്കൽ രീതി | ഓയിൽ കൂളർ | |
| കൈമാറ്റ രീതി | ഹൈഡ്രോളിക്, ന്യൂമാറ്റിക്, സെർവോ മോട്ടോർ | |
| വൈദ്യുതി വിതരണം | AC 3×380V ,50Hz | |
| പരമാവധി മൊത്തം ശക്തി | 25KW | |
| അളവുകൾ | 2152×1838×2614 മി.മീ | |
| ആകെ ഭാരം | 3050 കിലോ | |
| കൂളിംഗ് ഓയിൽ മർദ്ദം | 0.6~0.8MPa | |
| ബാരോമെട്രിക് മർദ്ദം | മൊത്തം റോഡ് മർദ്ദം: 5~6ബാർ | |
| ചക്ക് വായു മർദ്ദം: 2 ~ 3 ബാർ | ||
| ഗൈഡ് വീൽ എയർ മർദ്ദം: 2 ~ 2.5 ബാർ | ||
| ഗ്രിപ്പർ എയർ പാത്ത് മർദ്ദം: 1.5 ~ 4 ബാർ | ||
| കൈയിലെ വായു മർദ്ദം: 5 ~ 6 ബാർ | ||
| ഒപ്റ്റിക്കൽ സ്കെയിൽ ക്ലീനിംഗ് എയർ മർദ്ദം: 0.6 ~ 0.7 ബാർ | ||
| മാനിപ്പുലേറ്റർ പാരാമീറ്ററുകൾ | ||
| UL അക്ഷം | യാത്ര | 450 മി.മീ |
| ആവർത്തനക്ഷമത | 0.02 മി.മീ | |
| പരമാവധി പ്രവർത്തന വേഗത | 15000mm/min | |
| VL അക്ഷം | യാത്ര | 100 മി.മീ |
| ആവർത്തനക്ഷമത | 0.02 മി.മീ | |
| പരമാവധി പ്രവർത്തന വേഗത | 15000mm/min | |
| WL അക്ഷം | യാത്ര | 540 മി.മീ |
| ആവർത്തനക്ഷമത | 0.02 മി.മീ | |
| പരമാവധി പ്രവർത്തന വേഗത | 15000mm/min | |
| പ്രോസസ്സിംഗ് ആക്സിസ് പാരാമീറ്റർ | ||
| Y അക്ഷം | യാത്ര | 350 മി.മീ |
| മിനിമം റെസല്യൂഷൻ കൃത്യത | 0.0001മി.മീ | |
| X അക്ഷം | യാത്ര | 35 മി.മീ |
| മിനിമം റെസല്യൂഷൻ കൃത്യത | 0.0001മി.മീ | |
| വി അക്ഷം | യാത്ര | 35 മി.മീ |
| മിനിമം റെസല്യൂഷൻ കൃത്യത | 0.0001മി.മീ | |
| ഗൈഡ് വീൽ | ഭ്രമണ കൃത്യത: | ≤0.010 മി.മീ |
| വർക്കിംഗ് ഹെഡ് (സി ആക്സിസ്) | മോട്ടോർ പവർ | 1.57Kw |
| കറങ്ങുന്ന വേഗത | ≤2000rpm | |
| റണ്ണൗട്ട് കൃത്യത | ≤0.002 മിമി | |
| മിനിമം റെസലൂഷൻ | 0.0001° | |
| പരുക്കൻ ഗ്രൈൻഡിംഗ് വീൽ സ്പിൻഡിൽ | മോട്ടോർ പവർ | 8.5KW |
| കറങ്ങുന്ന വേഗത | ≤5000rpm | |
| റണ്ണൗട്ട് കൃത്യത | ≤0.002 മിമി | |
| ചലനാത്മക ബാലൻസ് | ≤G0.4 | |
| ഫൈൻ ഗ്രൈൻഡിംഗ് വീൽ സ്പിൻഡിൽ | മോട്ടോർ പവർ | 1.4KW |
| കറങ്ങുന്ന വേഗത | ≤7950rpm | |
| റണ്ണൗട്ട് കൃത്യത | ≤0.002 മിമി | |
| ചലനാത്മക ബാലൻസ് | ≤G0.4 | |
| ഗ്രൈൻഡിംഗ് പാരാമീറ്ററുകൾ |
|
|
| ചക്ക് മോഡൽ | W20 | |
| നാടൻ ഗ്രൈൻഡിംഗ് വീൽ വ്യാസം | Ø250 മി.മീ | |
| ഫൈൻ ഗ്രൈൻഡിംഗ് വീൽ വ്യാസം | Ø150 മി.മീ | |
| വർക്ക്പീസ് ശങ്ക് വ്യാസം | Ø3-Ø12mm (ഓട്ടോമാറ്റിക്) / Ø3-Ø20mm (മാനുവൽ) | |
| വർക്ക്പീസ് ഗ്രൈൻഡിംഗ് റേഞ്ച് | Ø0.08 - Ø20mm | |
| വർക്ക്പീസ് നീളം | 120mm (ഓട്ടോമാറ്റിക്) / 350mm (മാനുവൽ) | |
| വർക്ക്പീസിൻ്റെ പരമാവധി പ്രോസസ്സിംഗ് ദൈർഘ്യം | 330 മി.മീ | |
| ബാഹ്യ വ്യാസമുള്ള റൺഔട്ട് പ്രോസസ്സ് ചെയ്യുന്നു | ≤0.003 മിമി | |
| ദൈർഘ്യം മെഷീനിംഗ് കൃത്യത | ± 0.1 മി.മീ | |
| ആംഗിൾ മെഷീനിംഗ് കൃത്യത | ≤0.3° | |
| രൂപഭാവ കൃത്യത | ≤Ra0.4 (ഗ്രൈൻഡിംഗ് പൂർത്തിയാക്കുക) | |
സ്റ്റാൻഡേർഡ് കോൺഫിഗറേഷൻ ലിസ്റ്റ്
| 10 | CNC സിസ്റ്റം | NEWC0N | 1 |
| 20 | സെർവോ മോട്ടോർ | NEWC0N | 8 |
| 30 | സെർവർ ഡ്രൈവർ | NEWC0N | 4 |
| 40 | ഓപ്പറേഷൻ പാനൽ/ഹാൻഡ് വീൽ | NEWC0N | 1 |
| 50 | ഉയർന്ന കൃത്യതയുള്ള പ്രവർത്തന തല മൊഡ്യൂൾ | GESAC | 1 |
| 60 | ഹൈ-പ്രിസിഷൻ ഇലക്ട്രിക് സ്പിൻഡിൽ (1.4KW) | GESAC | 1 |
| 70 | ഉയർന്ന കൃത്യതയുള്ള മോട്ടോർ (7.1KW) | GESAC | 1 |
| 80 | ഹൈ പ്രിസിഷൻ മെക്കാനിക്കൽ സ്പിൻഡിൽ | GESAC | 1 |
| 90 | കൃത്യമായ റെയിൽ | ഷ്നീബെർഗർ | 10 |
| 100 | പ്രിസിഷൻ ക്രോസ്ഡ് റോളർ ലീനിയർ വേ | ഷ്നീബെർഗർ | 4 |
| 110 | പ്രിസിഷൻ ബോൾ സ്ക്രൂ | എൻ.എസ്.കെ | 4 |
| 120 | സിമുലേഷൻ സോഫ്റ്റ്വെയർ പ്രവർത്തനവും സംസ്കരണവും (സ്റ്റാൻഡേർഡ് സ്റ്റെപ്പ് വ്യത്യാസം, ഗോളാകൃതി മുതലായവ) | GESAC | 1 |
| 130 | ഇൻവെർട്ടർ | GESAC | 1 |
| 140 | ഇൻവെർട്ടർ | GESAC | 1 |
| 150 | ടച്ച് സ്ക്രീൻ | 19 寸ELO | 1 |
| 160 | മെഷീൻ ടൂൾ സുരക്ഷാ വാതിൽ ലോക്ക് ഉപകരണം | ജിൻഷോങ് | 1 |
| 170 | സെൻസർ | ബൗമർ | 3 |
| 180 | ഫ്ലോ സെൻസർ | യിഫുമെൻ | 1 |
| 190 | ഇലക്ട്രിക്കൽ ഘടകങ്ങൾ | ഷ്നൈഡർ | 1 |
| 200 | ന്യൂമാറ്റിക് ഘടകങ്ങൾ | സി.കെ.ഡി | 1 |
| 210 | വയർ, കേബിൾ | കോംകാബ് | 1 |
| 220 | റാക്ക് എയർകണ്ടീഷണർ | GESAC | 1 |
| 230 | പ്രിസിഷൻ പ്രഷർ വീൽ Ø92x8 | GESAC | 1 |
| 240 | പ്രിസിഷൻ പ്രഷർ വീൽ Ø92x15 | GESAC | 1 |
| 250 | ചക്ക് W20 D4 | GESAC | 1 |
| 260 | സ്റ്റാൻഡേർഡ് ട്രേ D4 | GESAC | 3 |
| 260 | ഹൈ-പ്രിസിഷൻ മാച്ചിംഗ് വി-ബ്ലോക്ക് (3-6)*10 | GESAC | 1 |
| 280 | ഉയർന്ന കൃത്യതയുള്ള ഗ്രൈൻഡിംഗ് വീൽ ഫ്ലേഞ്ച് (വേഗത്തിലുള്ള മാറ്റം തരം) | GESAC | 2 |
| 290 | മാനിപ്പുലേറ്റർ വിരലുകളുടെ മുഴുവൻ സെറ്റ് | GESAC | 1 |
മെഷീൻ സവിശേഷതകൾ
പ്രോസസ്സിംഗ് ഏരിയയിൽ 7 CNC ആക്സുകൾ, 4 CNC ആക്സുകൾ ഉപയോഗിക്കുന്നു, അവയ്ക്ക് ഓട്ടോമാറ്റിക് ലോഡിംഗ്, അൺലോഡിംഗ്, ബാച്ച് ആളില്ലാ ഉൽപ്പാദനം എന്നിവ മനസ്സിലാക്കാൻ കഴിയും.
യന്ത്രോപകരണങ്ങളുടെ മെഷീനിംഗ് കൃത്യതയും കാര്യക്ഷമതയും
1. വർക്ക്പീസിൻ്റെ റേഡിയൽ റണ്ണൗട്ട് 0.003 മിമിയിൽ ആണ്;
2. വലിപ്പം 2.0 ൻ്റെ കൃത്യത ± 0.005mm ഉള്ളിൽ നിയന്ത്രിക്കപ്പെടുന്നു;
3. വർക്ക്പീസിൻ്റെ വൃത്താകൃതി 0.003 മില്ലിമീറ്ററിനുള്ളിലാണ്;
4. ഉപരിതല പരുക്കൻത < Ra0.4;





