
BOSM -5020-5Z എതിർ-ഹെഡ് ബോറിംഗ് മില്ലിംഗ് മെഷീൻ
1.ഉപകരണ ഉപയോഗം:
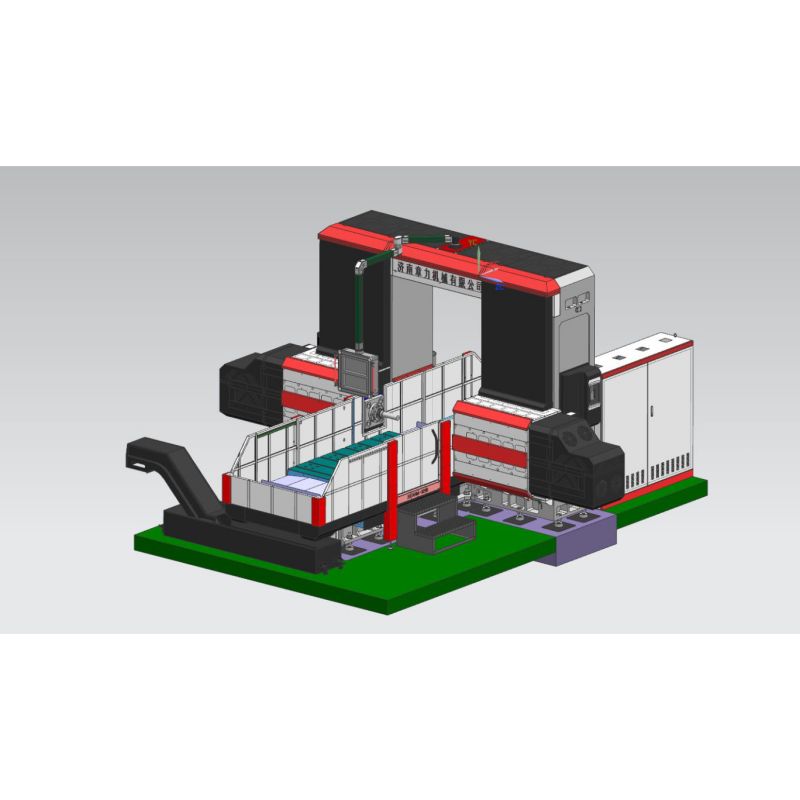
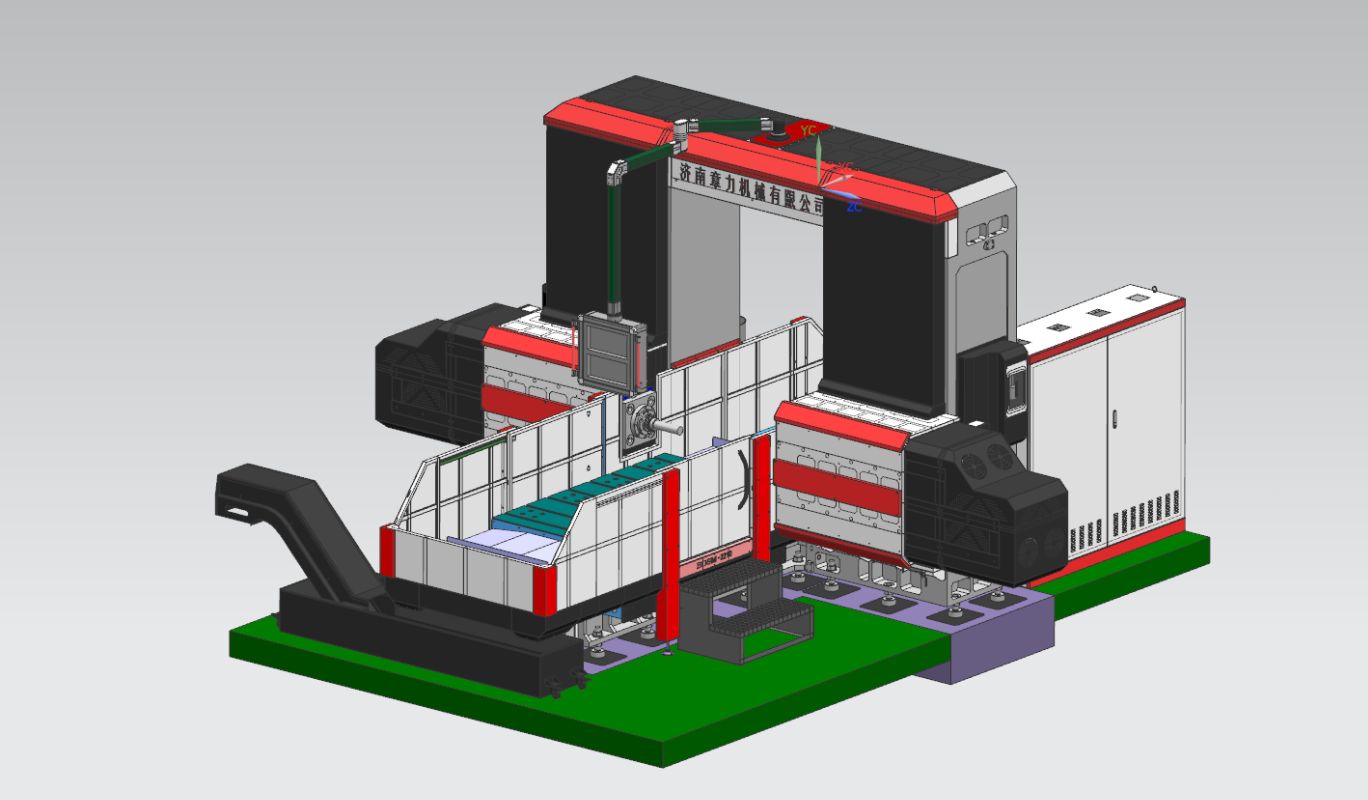
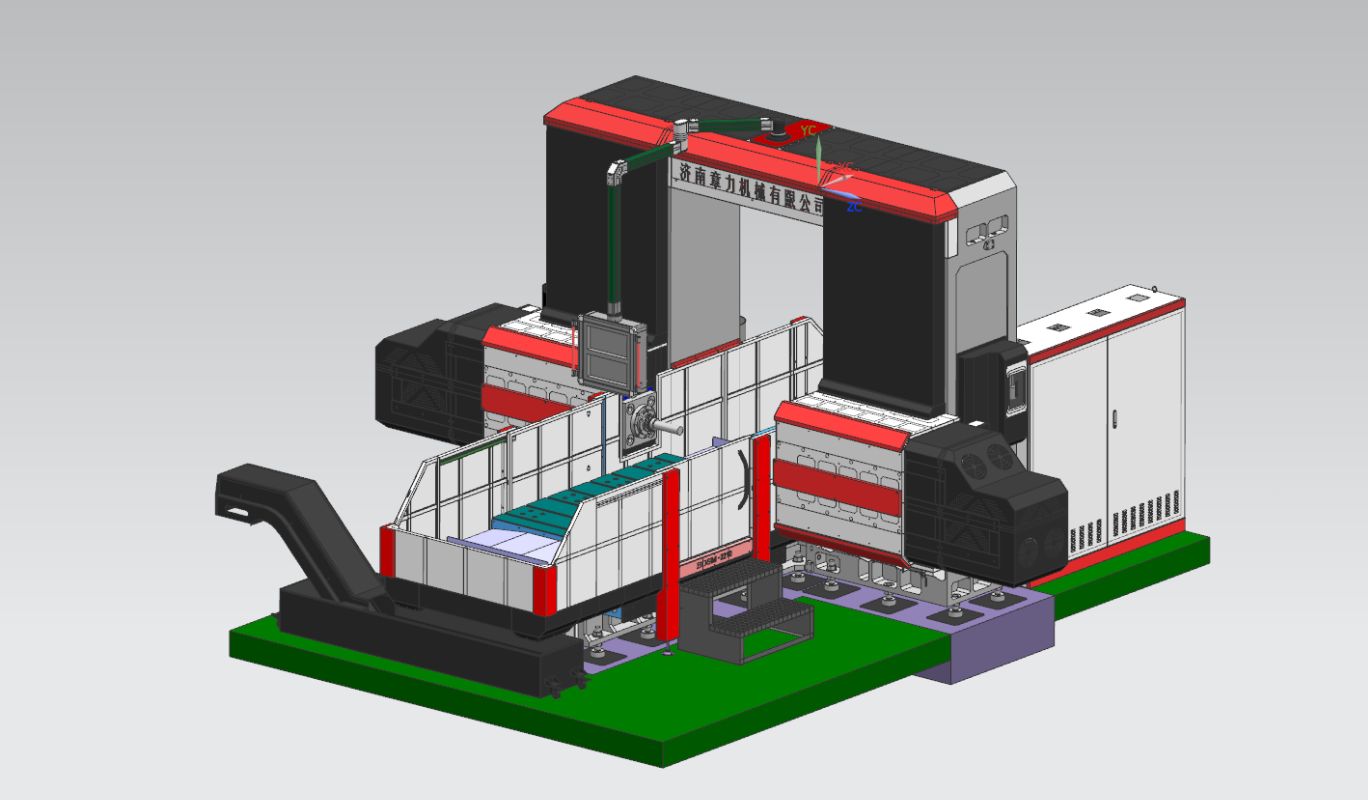
BOSM-5020-5Z CNC വർക്ക്ബെഞ്ച് മൊബൈൽ ഡബിൾ കോളം ഹെഡ്-ടു-ഹെഡ് ബോറിംഗ് ആൻഡ് മില്ലിംഗ് മെഷീൻ എൻജിനീയറിങ് മെഷിനറി സിമെട്രിക് വർക്ക്പീസുകൾക്കുള്ള ഒരു പ്രത്യേക മെഷീനാണ്.മെഷീനിൽ ഒരു പ്രത്യേക ചലിക്കുന്ന വർക്ക് ബെഞ്ചും രണ്ട് സെറ്റ് തിരശ്ചീന റാമുകളും സജ്ജീകരിച്ചിരിക്കുന്നു, ഇത് ഫലപ്രദമായ സ്ട്രോക്ക് പരിധിക്കുള്ളിൽ വർക്ക്പീസിന്റെ ഡ്രില്ലിംഗ്, മില്ലിംഗ്, ബോറിംഗ്, മറ്റ് പ്രോസസ്സിംഗ് എന്നിവ മനസ്സിലാക്കാൻ കഴിയും, വർക്ക്പീസ് ഒരേസമയം പ്രോസസ്സ് ചെയ്യാൻ കഴിയും (ആവശ്യമില്ല ദ്വിതീയ ക്ലാമ്പിംഗ്), അതിവേഗ ലോഡിംഗ്, അൺലോഡിംഗ് വേഗത, വേഗത്തിലുള്ള സ്ഥാനനിർണ്ണയ വേഗത, ഉയർന്ന പ്രോസസ്സിംഗ് കൃത്യത, ഉയർന്ന പ്രോസസ്സിംഗ് കാര്യക്ഷമത.
2.ഉപകരണ ഘടന:
2.1. മെഷീന്റെ പ്രധാന ഘടകങ്ങൾ
കിടക്ക, വർക്ക്ബെഞ്ച്, ഇടത്, വലത് നിരകൾ, ബീമുകൾ, ഗാൻട്രി കണക്റ്റിംഗ് ബീമുകൾ, സാഡിൽസ്, ആട്ടുകൊറ്റൻ മുതലായവ, എല്ലാം റെസിൻ സാൻഡ് മോൾഡിംഗ്, ഉയർന്ന നിലവാരമുള്ള ഗ്രേ ഇരുമ്പ് 250 കാസ്റ്റിംഗ്, ചൂടുള്ള മണൽ കുഴിയിൽ → വൈബ്രേഷൻ ഏജിംഗ് → ഫർണസ് അനീലിംഗ് എന്നിവകൊണ്ടാണ് നിർമ്മിച്ചിരിക്കുന്നത്. → വൈബ്രേഷൻ ഏജിംഗ്→റഫ് മെഷീനിംഗ്→വൈബ്രേഷൻ ഏജിംഗ്→ഫർണസ് അനീലിംഗ്→വൈബ്രേഷൻ ഏജിംഗ്→ഫിനിഷിംഗ്, ഭാഗങ്ങളുടെ നെഗറ്റീവ് സ്ട്രെസ് പൂർണ്ണമായും ഇല്ലാതാക്കുകയും ഭാഗങ്ങളുടെ പ്രകടനം സ്ഥിരത നിലനിർത്തുകയും ചെയ്യുന്നു.നിശ്ചിത കിടക്ക, ഇടത്, വലത് നിരകൾ, ഗാൻട്രി, വർക്ക് ബെഞ്ച് എന്നിവ നീക്കുന്നു;മെഷീനിൽ മില്ലിംഗ്, ബോറിംഗ് കട്ടിംഗ്, ഡ്രില്ലിംഗ്, കൗണ്ടർസിങ്കിംഗ്, ടാപ്പിംഗ്, മറ്റ് ഫംഗ്ഷനുകൾ ഉണ്ട്, ടൂൾ കൂളിംഗ് രീതി ബാഹ്യ തണുപ്പിക്കൽ ആണ്, മെഷീനിൽ 5 ഫീഡ് അക്ഷങ്ങൾ അടങ്ങിയിരിക്കുന്നു, ഇതിന് 4-ആക്സിസ് ലിങ്കേജ്, 5-ആക്സിസ് സിംഗിൾ-ആക്ഷൻ, 2 പവർ ഹെഡുകൾ എന്നിവ തിരിച്ചറിയാൻ കഴിയും. , മെഷീൻ ആക്സിയലും പവർ ഹെഡും ചുവടെയുള്ള ചിത്രത്തിൽ കാണിച്ചിരിക്കുന്നു.
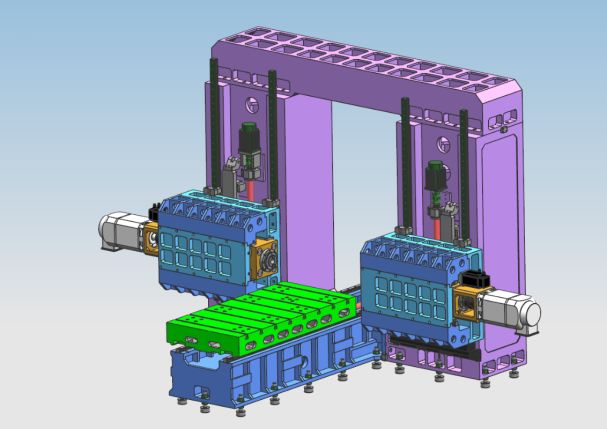
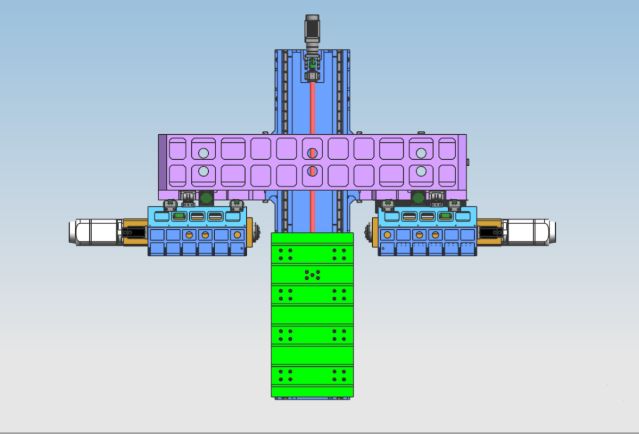
2.2. ആക്സിയൽ ട്രാൻസ്മിഷൻ ഫീഡ് ഭാഗത്തിന്റെ പ്രധാന ഘടന
2.2.1.എക്സ്-ആക്സിസ്: വർക്ക്ടേബിൾ ഫിക്സഡ് ബെഡിന്റെ ഗൈഡ് റെയിലിനൊപ്പം പാർശ്വസ്ഥമായി പരസ്പരം മാറുന്നു.
എക്സ്-ആക്സിസ് ട്രാൻസ്മിഷൻ: എക്സ്-ആക്സിസ് ലീനിയർ മോഷൻ സാക്ഷാത്കരിക്കുന്നതിന് ബോൾ സ്ക്രൂ ട്രാൻസ്മിഷനിലൂടെ വർക്ക് ടേബിൾ ഓടിക്കാൻ എസി സെർവോ മോട്ടോറും ഹൈ-പ്രിസിഷൻ പ്ലാനറ്ററി റിഡ്യൂസറും ഉപയോഗിക്കുന്നു.
ഗൈഡ് റെയിൽ ഫോം: രണ്ട് ഹൈ-സ്ട്രെങ്ത് പ്രിസിഷൻ ലീനിയർ ഗൈഡ് റെയിലുകൾ ഇടുക
2.2.2.Y1 അച്ചുതണ്ട്: പവർ ഹെഡും ഒരു റാമും നിരയുടെ മുൻവശത്ത് ലംബമായി ഇൻസ്റ്റാൾ ചെയ്തിട്ടുണ്ട്, കൂടാതെ നിരയുടെ ഗൈഡ് റെയിലിനൊപ്പം ഇടത്തോട്ടും വലത്തോട്ടും പരസ്പരം മാറ്റുക.
Y1-ആക്സിസ് ട്രാൻസ്മിഷൻ: സാഡിൽ ചലിപ്പിക്കുന്നതിനായി ബോൾ സ്ക്രൂ ഓടിക്കാനും Y1-ആക്സിസ് ലീനിയർ മോഷൻ തിരിച്ചറിയാനും എസി സെർവോ മോട്ടോർ ഉപയോഗിക്കുന്നു.
ഗൈഡ് റെയിൽ ഫോം: 45 തരം ലീനിയർ ഗൈഡ് റെയിലുകളുടെ 4 കഷണങ്ങൾ.
2.2.3.Y2 അച്ചുതണ്ട്: പവർ ഹെഡിന്റെ രണ്ടാമത്തെ റാം നിരയുടെ മുൻവശത്ത് ലംബമായി ഇൻസ്റ്റാൾ ചെയ്തിട്ടുണ്ട്, കൂടാതെ നിരയുടെ ഗൈഡ് റെയിലിനൊപ്പം ഇടത്തോട്ടും വലത്തോട്ടും തിരിച്ചും.
Y2-ആക്സിസ് ട്രാൻസ്മിഷൻ: Y1-ആക്സിസിന്റെ ലീനിയർ ചലനം തിരിച്ചറിയാൻ സാഡിൽ ചലനം ഓടിക്കാൻ ബോൾ സ്ക്രൂ ഓടിക്കാൻ എസി സെർവോ മോട്ടോർ ഉപയോഗിക്കുന്നു.
ഗൈഡ് റെയിൽ ഫോം: 45 തരം ലീനിയർ ഗൈഡ് റെയിലുകളുടെ 4 കഷണങ്ങൾ


2.2.4.Z1 അച്ചുതണ്ട്: പവർ ഹെഡ് സ്ലൈഡിംഗ് സാഡിൽ വലത് നിരയുടെ മുൻവശത്ത് ലംബമായി ഇൻസ്റ്റാൾ ചെയ്തിട്ടുണ്ട്, കൂടാതെ കോളം ഗൈഡ് റെയിലിനൊപ്പം മുകളിലേക്കും താഴേക്കും തിരിച്ചും.
Z1-ആക്സിസ് ട്രാൻസ്മിഷൻ: എസി സെർവോ മോട്ടോറും ഉയർന്ന കൃത്യതയുള്ള പ്ലാനറ്ററി റിഡ്യൂസറും Z1-ആക്സിസ് ലീനിയർ മോഷൻ സാക്ഷാത്കരിക്കുന്നതിന് ബോൾ സ്ക്രൂയിലൂടെ നീങ്ങാൻ റാമിനെ ഓടിക്കാൻ ഉപയോഗിക്കുന്നു.
ഗൈഡ് റെയിൽ ഫോം: 2 65 തരം ലീനിയർ ഗൈഡ് റെയിലുകൾ
2.2.5.Z2 അച്ചുതണ്ട്: പവർ ഹെഡ് സ്ലൈഡ് സാഡിൽ വലത് നിരയുടെ മുൻവശത്ത് ലംബമായി ഇൻസ്റ്റാൾ ചെയ്തിട്ടുണ്ട്, കൂടാതെ കോളം ഗൈഡ് റെയിലിനൊപ്പം മുകളിലേക്കും താഴേക്കും തിരിച്ചും.
Z1-ആക്സിസ് ട്രാൻസ്മിഷൻ: Z2-ആക്സിസ് ലീനിയർ മോഷൻ സാക്ഷാത്കരിക്കുന്നതിന് ബോൾ സ്ക്രൂയിലൂടെ നീങ്ങാൻ റാമിനെ ഓടിക്കാൻ എസി സെർവോ മോട്ടോറും ഉയർന്ന കൃത്യതയുള്ള പ്ലാനറ്ററി റിഡ്യൂസറും ഉപയോഗിക്കുന്നു.
ഗൈഡ് റെയിൽ ഫോം: 2 65 തരം ലീനിയർ ഗൈഡ് റെയിലുകൾ

ഉയർന്ന നിലവാരമുള്ള HT250 കാസ്റ്റിംഗ് കോളം 65 തരം ഹെവി-ഡ്യൂട്ടി ലീനിയർ ഗൈഡ് റെയിലുകളുടെ 2 കഷണങ്ങൾ
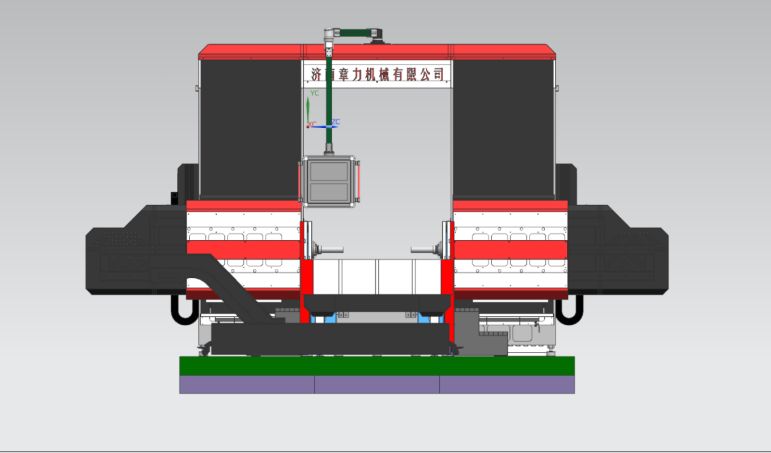
ബോറിംഗ് ആൻഡ് മില്ലിംഗ് പവർ ഹെഡ് (പവർ ഹെഡ് 1 ഉം 2 ഉം ഉൾപ്പെടെ) ഒരു കോമ്പൗണ്ട് സ്ക്വയർ റാം ആണ്, കൂടാതെ ചലിക്കുന്ന ദിശ 4 ലീനിയർ റോളർ ഗൈഡ് റെയിലുകളാൽ നയിക്കപ്പെടുന്നു.പ്രിസിഷൻ ബോൾ സ്ക്രൂ ജോഡി ഡ്രൈവ് ചെയ്യാൻ ഡ്രൈവ് ഒരു എസി സെർവോ മോട്ടോർ ഉപയോഗിക്കുന്നു.യന്ത്രത്തിൽ നൈട്രജൻ ബാലൻസ് ബാർ സജ്ജീകരിച്ചിരിക്കുന്നു., സ്ക്രൂയിലും സെർവോ മോട്ടോറിലും മെഷീൻ ഹെഡിന്റെ ബെയറിംഗ് കപ്പാസിറ്റി കുറയ്ക്കുക.Z- ആക്സിസ് മോട്ടോറിന് ഒരു ഓട്ടോമാറ്റിക് ബ്രേക്ക് ഫംഗ്ഷനുണ്ട്.വൈദ്യുതി തകരാർ സംഭവിക്കുമ്പോൾ, ഓട്ടോമാറ്റിക് ബ്രേക്ക് മോട്ടോർ ഷാഫ്റ്റിനെ ഭ്രമണം ചെയ്യാൻ കഴിയാത്തവിധം മുറുകെ പിടിക്കും.ജോലി ചെയ്യുമ്പോൾ, ഡ്രിൽ ബിറ്റ് വർക്ക്പീസിൽ സ്പർശിക്കാതിരിക്കുമ്പോൾ, അത് വേഗത്തിൽ ഭക്ഷണം നൽകും;ഡ്രിൽ ബിറ്റ് വർക്ക്പീസിൽ സ്പർശിക്കുമ്പോൾ, അത് യാന്ത്രികമായി വർക്കിംഗ് ഫീഡിലേക്ക് മാറും.ഡ്രിൽ ബിറ്റ് വർക്ക്പീസിലേക്ക് തുളച്ചുകയറുമ്പോൾ, അത് യാന്ത്രികമായി ഫാസ്റ്റ് റിവൈൻഡിലേക്ക് മാറും;ഡ്രിൽ ബിറ്റിന്റെ അവസാനം വർക്ക്പീസ് വിട്ട് സെറ്റ് പൊസിഷനിൽ എത്തുമ്പോൾ, ഓട്ടോമാറ്റിക് സർക്കുലേഷൻ സാക്ഷാത്കരിക്കാൻ അത് അടുത്ത ദ്വാര സ്ഥാനത്തേക്ക് നീങ്ങും.തൊഴിൽ ഉൽപാദനക്ഷമത മെച്ചപ്പെടുത്തുന്ന ബ്ലൈൻഡ് ഹോൾ ഡ്രില്ലിംഗ്, മില്ലിംഗ്, ചേംഫറിംഗ്, ചിപ്പ് ബ്രേക്കിംഗ്, ഓട്ടോമാറ്റിക് ചിപ്പ് നീക്കംചെയ്യൽ മുതലായവയുടെ പ്രവർത്തനങ്ങൾ ഇതിന് തിരിച്ചറിയാൻ കഴിയും.


500 എംഎം സ്ട്രോക്ക് കോമ്പൗണ്ട് സ്ക്വയർ റാം പവർ ഹെഡ് സ്ക്വയർ റാമിന്റെ കാഠിന്യം നിലനിർത്തിക്കൊണ്ട് ഗൈഡിംഗ് കൃത്യത വളരെയധികം മെച്ചപ്പെടുത്തുന്നതിന് പരമ്പരാഗത ഇൻസേർട്ടുകൾക്ക് പകരം ലീനിയർ ഗൈഡുകൾ ഉപയോഗിക്കുന്നു.
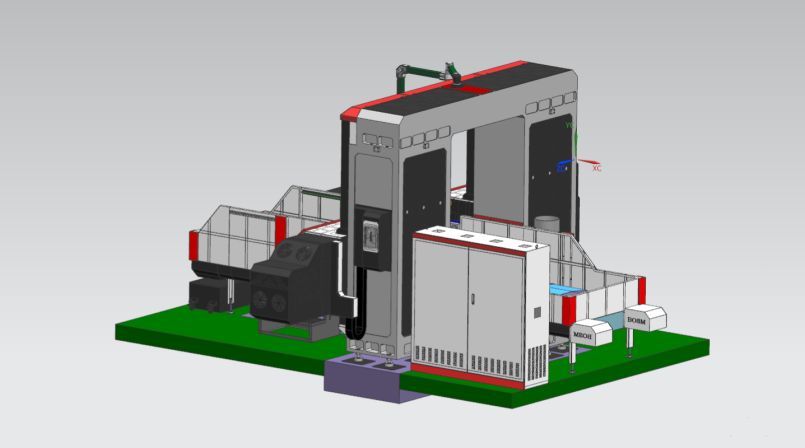
2.3. ചിപ്പ് നീക്കം ചെയ്യലും തണുപ്പിക്കലും
വർക്ക് ബെഞ്ചിന് കീഴിൽ ഇരുവശത്തും സ്പൈറൽ, ഫ്ലാറ്റ് ചെയിൻ ചിപ്പ് കൺവെയറുകൾ സ്ഥാപിച്ചിട്ടുണ്ട്, കൂടാതെ പരിഷ്കൃത ഉൽപ്പാദനം സാക്ഷാത്കരിക്കുന്നതിന് ചിപ്പുകൾ രണ്ട് ഘട്ടങ്ങളായ സർപ്പിള, ചെയിൻ പ്ലേറ്റുകളിലൂടെ അവസാനം ചിപ്പ് കൺവെയറിലേക്ക് സ്വപ്രേരിതമായി കൈമാറാൻ കഴിയും.ചിപ്പ് കൺവെയറിന്റെ കൂളന്റ് ടാങ്കിൽ ഒരു കൂളിംഗ് പമ്പ് ഉണ്ട്, ഇത് ഉപകരണത്തിന്റെ പ്രകടനവും സേവന ജീവിതവും ഉറപ്പാക്കാൻ ഉപകരണത്തിന്റെ ബാഹ്യ തണുപ്പിനായി ഉപയോഗിക്കാം, കൂടാതെ കൂളന്റ് റീസൈക്കിൾ ചെയ്യാവുന്നതാണ്.

3.പൂർണ്ണ ഡിജിറ്റൽ സംഖ്യാ നിയന്ത്രണ സംവിധാനം:
3.1ചിപ്പ് ബ്രേക്കിംഗ് ഫംഗ്ഷൻ ഉപയോഗിച്ച്, മാൻ-മെഷീൻ ഇന്റർഫേസിൽ ചിപ്പ് ബ്രേക്കിംഗ് സമയവും ചിപ്പ് ബ്രേക്കിംഗ് സൈക്കിളും സജ്ജീകരിക്കാനാകും.
3.2ടൂൾ ലിഫ്റ്റിംഗ് ഫംഗ്ഷൻ കൊണ്ട് സജ്ജീകരിച്ചിരിക്കുന്നതിനാൽ, മാൻ-മെഷീൻ ഇന്റർഫേസിൽ ടൂൾ ലിഫ്റ്റിംഗ് ദൂരം സജ്ജമാക്കാൻ കഴിയും.ദൂരം എത്തുമ്പോൾ, ഉപകരണം വേഗത്തിൽ ഉയർത്തുന്നു, തുടർന്ന് ചിപ്പുകൾ വലിച്ചെറിയുന്നു, തുടർന്ന് അത് ഡ്രെയിലിംഗ് ഉപരിതലത്തിലേക്ക് വേഗത്തിൽ കൈമാറുകയും സ്വയമേവ ജോലിയിലേക്ക് പരിവർത്തനം ചെയ്യുകയും ചെയ്യുന്നു.
3.3സെൻട്രലൈസ്ഡ് ഓപ്പറേഷൻ കൺട്രോൾ ബോക്സും ഹാൻഡ്-ഹെൽഡ് യൂണിറ്റും സംഖ്യാ നിയന്ത്രണ സംവിധാനം സ്വീകരിക്കുന്നു, കൂടാതെ യുഎസ്ബി ഇന്റർഫേസും എൽസിഡി ലിക്വിഡ് ക്രിസ്റ്റൽ ഡിസ്പ്ലേയും സജ്ജീകരിച്ചിരിക്കുന്നു.പ്രോഗ്രാമിംഗ്, സംഭരണം, ഡിസ്പ്ലേ, ആശയവിനിമയം എന്നിവ സുഗമമാക്കുന്നതിന്, ഓപ്പറേഷൻ ഇന്റർഫേസിന് മാൻ-മെഷീൻ ഡയലോഗ്, പിശക് നഷ്ടപരിഹാരം, ഓട്ടോമാറ്റിക് അലാറം തുടങ്ങിയ പ്രവർത്തനങ്ങൾ ഉണ്ട്.
3.4പ്രോസസ്സിംഗിന് മുമ്പ് ദ്വാരത്തിന്റെ സ്ഥാനം പ്രിവ്യൂ ചെയ്യുന്നതിനും വീണ്ടും പരിശോധിക്കുന്നതിനുമുള്ള പ്രവർത്തനമാണ് ഉപകരണങ്ങൾക്ക് ഉള്ളത്, പ്രവർത്തനം വളരെ സൗകര്യപ്രദമാണ്.
4.ഓട്ടോമാറ്റിക് ലൂബ്രിക്കേഷൻ
മെഷീൻ പ്രിസിഷൻ ലീനിയർ ഗൈഡ് റെയിൽ ജോഡികൾ, പ്രിസിഷൻ ബോൾ സ്ക്രൂ ജോഡികൾ, മറ്റ് ഹൈ-പ്രിസിഷൻ മോഷൻ ജോഡികൾ എന്നിവ ഓട്ടോമാറ്റിക് ലൂബ്രിക്കേഷൻ സംവിധാനങ്ങളാൽ സജ്ജീകരിച്ചിരിക്കുന്നു.ഓട്ടോമാറ്റിക് ലൂബ്രിക്കറ്റിംഗ് പമ്പ് പ്രഷർ ഓയിൽ ഔട്ട്പുട്ട് ചെയ്യുന്നു, കൂടാതെ ക്വാണ്ടിറ്റേറ്റീവ് ലൂബ്രിക്കേറ്റർ ഓയിൽ ചേമ്പർ എണ്ണയിലേക്ക് പ്രവേശിക്കുന്നു.ഓയിൽ ചേമ്പർ എണ്ണ നിറച്ച ശേഷം, സിസ്റ്റം മർദ്ദം 1.4-1.75Mpa ആയി ഉയരുമ്പോൾ, സിസ്റ്റത്തിലെ മർദ്ദം സ്വിച്ച് അടച്ചു, പമ്പ് നിർത്തുന്നു, അൺലോഡിംഗ് വാൽവ് ഒരേ സമയം അൺലോഡ് ചെയ്യുന്നു.റോഡിലെ എണ്ണ മർദ്ദം 0.2Mpa യിൽ താഴെയാകുമ്പോൾ, ക്വാണ്ടിറ്റേറ്റീവ് ലൂബ്രിക്കേറ്റർ ലൂബ്രിക്കറ്റിംഗ് പോയിന്റ് നിറയ്ക്കാൻ തുടങ്ങുകയും ഒരു ഓയിൽ ഫില്ലിംഗ് പൂർത്തിയാക്കുകയും ചെയ്യുന്നു.ക്വാണ്ടിറ്റേറ്റീവ് ഓയിൽ ഇൻജക്ടറിന്റെ കൃത്യമായ എണ്ണ വിതരണവും സിസ്റ്റം മർദ്ദം കണ്ടെത്തലും കാരണം, ഓയിൽ സപ്ലൈ വിശ്വസനീയമാണ്, ഓരോ ചലനാത്മക ജോഡിയുടെയും ഉപരിതലത്തിൽ ഒരു ഓയിൽ ഫിലിം ഉണ്ടെന്ന് ഉറപ്പാക്കുകയും ഘർഷണവും തേയ്മാനവും കുറയ്ക്കുകയും കേടുപാടുകൾ തടയുകയും ചെയ്യുന്നു. അമിത ചൂടാക്കൽ മൂലമുണ്ടാകുന്ന ആന്തരിക ഘടന., മെഷീന്റെ കൃത്യതയും ജീവിതവും ഉറപ്പാക്കാൻ.സ്ലൈഡിംഗ് ഗൈഡ് റെയിൽ ജോഡിയുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ, ഈ മെഷീനിൽ ഉപയോഗിച്ചിരിക്കുന്ന റോളിംഗ് ലീനിയർ ഗൈഡ് റെയിൽ ജോഡിക്ക് ഗുണങ്ങളുടെ ഒരു പരമ്പരയുണ്ട്:
①മോഷൻ സെൻസിറ്റിവിറ്റി ഉയർന്നതാണ്, റോളിംഗ് ഗൈഡ് റെയിലിന്റെ ഘർഷണ ഗുണകം ചെറുതാണ്, 0.0025~0.01 മാത്രം, ഡ്രൈവിംഗ് പവർ വളരെ കുറയുന്നു, ഇത് സാധാരണ യന്ത്രങ്ങളുടെ 1/10 ന് തുല്യമാണ്.
② ചലനാത്മകവും സ്റ്റാറ്റിക് ഘർഷണവും തമ്മിലുള്ള വ്യത്യാസം വളരെ ചെറുതാണ്, കൂടാതെ ഫോളോ-അപ്പ് പ്രകടനം മികച്ചതാണ്, അതായത്, ഡ്രൈവിംഗ് സിഗ്നലും മെക്കാനിക്കൽ പ്രവർത്തനവും തമ്മിലുള്ള സമയ ഇടവേള വളരെ ചെറുതാണ്, ഇത് പ്രതികരണ വേഗതയും സംവേദനക്ഷമതയും മെച്ചപ്പെടുത്തുന്നതിന് സഹായിക്കുന്നു. സംഖ്യാ നിയന്ത്രണ സംവിധാനം.
③ഇത് ഹൈ-സ്പീഡ് ലീനിയർ ചലനത്തിന് അനുയോജ്യമാണ്, കൂടാതെ അതിന്റെ തൽക്ഷണ വേഗത സ്ലൈഡിംഗ് ഗൈഡ് റെയിലുകളേക്കാൾ 10 മടങ്ങ് കൂടുതലാണ്.
④ ഇതിന് വിടവില്ലാത്ത ചലനം തിരിച്ചറിയാനും മെക്കാനിക്കൽ സിസ്റ്റത്തിന്റെ ചലന കാഠിന്യം മെച്ചപ്പെടുത്താനും കഴിയും.
⑤പ്രൊഫഷണൽ നിർമ്മാതാക്കൾ നിർമ്മിക്കുന്നത്, ഇതിന് ഉയർന്ന കൃത്യതയും മികച്ച വൈദഗ്ധ്യവും എളുപ്പമുള്ള പരിപാലനവുമുണ്ട്.
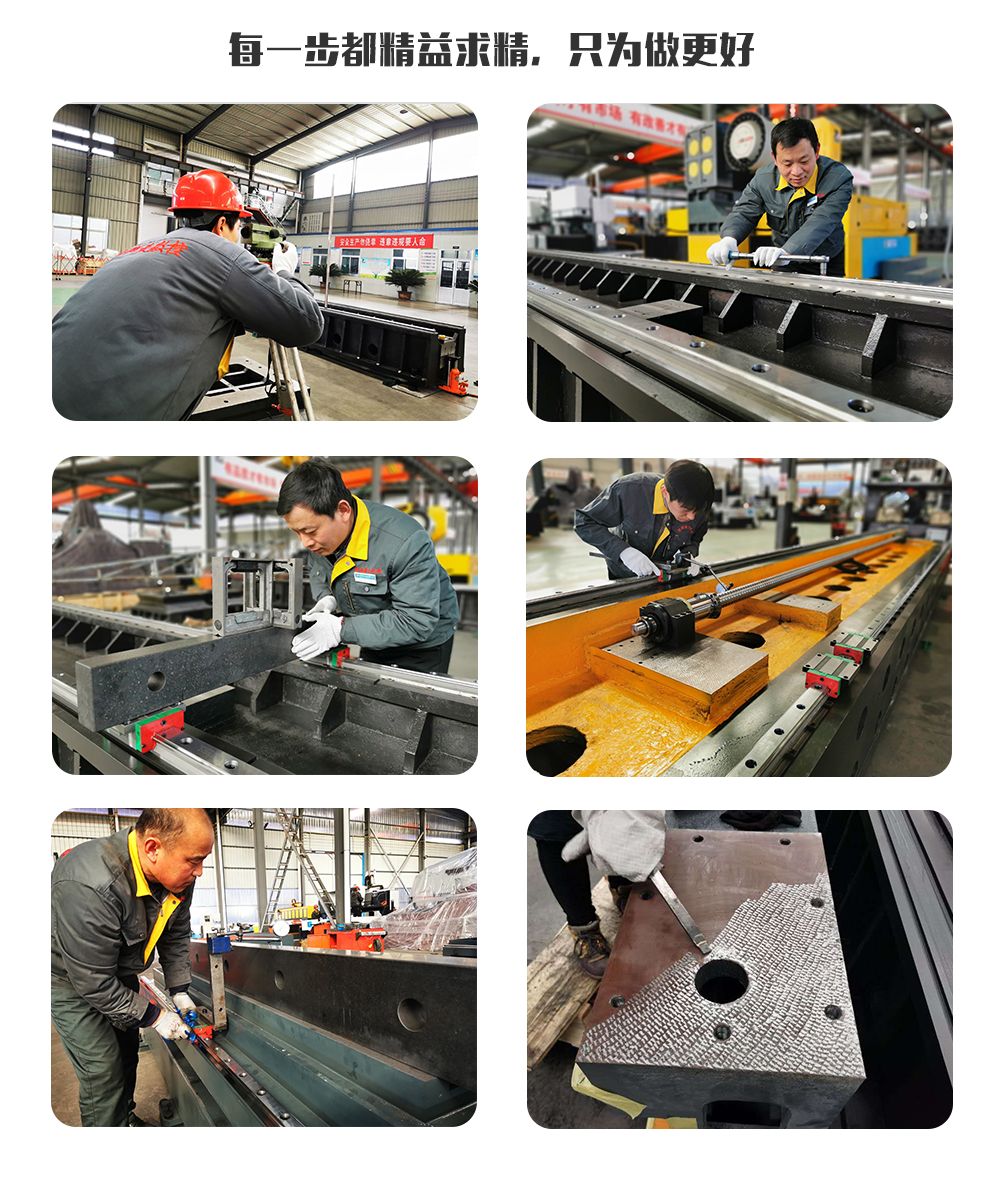
5.ത്രീ-ആക്സിസ് ലേസർ പരിശോധന:
ബോസ്മാന്റെ ഓരോ മെഷീനും യുണൈറ്റഡ് കിംഗ്ഡത്തിലെ RENISHAW കമ്പനിയുടെ ലേസർ ഇന്റർഫെറോമീറ്റർ ഉപയോഗിച്ച് കാലിബ്രേറ്റ് ചെയ്യുന്നു, പിച്ച് പിശക്, ബാക്ക്ലാഷ്, പൊസിഷനിംഗ് കൃത്യത, ആവർത്തിച്ചുള്ള പൊസിഷനിംഗ് കൃത്യത മുതലായവ കൃത്യമായി പരിശോധിക്കുകയും നഷ്ടപരിഹാരം നൽകുകയും ചെയ്യുന്നു. യന്ത്രം .ബോൾബാർ പരിശോധന ഓരോ മെഷീനും യഥാർത്ഥ സർക്കിൾ കൃത്യതയും മെഷീൻ ജ്യാമിതീയ കൃത്യതയും കാലിബ്രേറ്റ് ചെയ്യുന്നതിന് ബ്രിട്ടീഷ് RENISHAW കമ്പനിയുടെ ഒരു ബോൾബാർ ഉപയോഗിക്കുന്നു, കൂടാതെ മെഷീന്റെ 3D മെഷീനിംഗ് കൃത്യതയും വൃത്താകൃതിയിലുള്ള കൃത്യതയും ഉറപ്പാക്കാൻ ഒരേ സമയം വൃത്താകൃതിയിലുള്ള കട്ടിംഗ് പരീക്ഷണങ്ങൾ നടത്തുന്നു.


6.മെഷീൻ ഉപയോഗ പരിസ്ഥിതി:
6.1ഉപകരണങ്ങൾ ഉപയോഗിക്കുന്നതിനുള്ള പരിസ്ഥിതി ആവശ്യകതകൾ
ആംബിയന്റ് താപനിലയുടെ സ്ഥിരമായ തലം നിലനിർത്തുന്നത് കൃത്യമായ മെഷീനിംഗിന് അത്യന്താപേക്ഷിതമായ ഘടകമാണ്.
(1) ലഭ്യമായ അന്തരീക്ഷ താപനില ആവശ്യകതകൾ -10°C മുതൽ 35°C വരെയാണ്, അന്തരീക്ഷ ഊഷ്മാവ് 20°C ആയിരിക്കുമ്പോൾ ഈർപ്പം 40% മുതൽ 75% വരെ ആയിരിക്കണം.
(2) നിർദ്ദിഷ്ട പരിധിക്കുള്ളിൽ മെഷീന്റെ സ്റ്റാറ്റിക് കൃത്യത നിലനിർത്തുന്നതിന്, ഒപ്റ്റിമൽ ആംബിയന്റ് താപനില 15 ° C മുതൽ 25 ° C വരെ ആയിരിക്കണം, കൂടാതെ താപനില വ്യത്യാസം ± 2 ° C/24h കവിയാൻ പാടില്ല.
6.2വൈദ്യുതി വിതരണ വോൾട്ടേജ്: 3 ഘട്ടങ്ങൾ, 380V, ± 10% വോൾട്ടേജ് വ്യതിയാനത്തിന്റെ പരിധിക്കുള്ളിൽ, വൈദ്യുതി വിതരണ ആവൃത്തി: 50HZ.
6.3ഉപയോഗിക്കുന്ന സ്ഥലത്തെ വോൾട്ടേജ് അസ്ഥിരമാണെങ്കിൽ, മെഷീന്റെ സാധാരണ പ്രവർത്തനം ഉറപ്പാക്കാൻ മെഷീനിൽ ഒരു സ്ഥിരതയുള്ള പവർ സപ്ലൈ ഉണ്ടായിരിക്കണം.
6.4മെഷീന് വിശ്വസനീയമായ ഗ്രൗണ്ടിംഗ് ഉണ്ടായിരിക്കണം: ഗ്രൗണ്ടിംഗ് വയർ ഒരു ചെമ്പ് വയർ ആണ്, വയർ വ്യാസം 10mm²-ൽ കുറവായിരിക്കരുത്, ഗ്രൗണ്ടിംഗ് പ്രതിരോധം 4 ohms-ൽ കുറവായിരിക്കണം.
6.5ഉപകരണങ്ങളുടെ സാധാരണ പ്രവർത്തന പ്രകടനം ഉറപ്പാക്കാൻ, എയർ സ്രോതസ്സിന്റെ കംപ്രസ് ചെയ്ത വായു എയർ സ്രോതസ്സിന്റെ ആവശ്യകതകൾ നിറവേറ്റുന്നില്ലെങ്കിൽ, എയർ ഇൻടേക്കിന് മുമ്പ് ഒരു കൂട്ടം എയർ സ്രോതസ് ശുദ്ധീകരണ ഉപകരണം (ഡീഹ്യൂമിഡിഫിക്കേഷൻ, ഡിഗ്രീസിംഗ്, ഫിൽട്ടറിംഗ്) ചേർക്കണം. മെഷീന്റെ.
6.6നേരിട്ട് സൂര്യപ്രകാശം, വൈബ്രേഷൻ, താപ സ്രോതസ്സുകൾ, ഉയർന്ന ആവൃത്തിയിലുള്ള ജനറേറ്ററുകൾ, ഇലക്ട്രിക് വെൽഡിംഗ് മെഷീനുകൾ മുതലായവയിൽ നിന്ന് ഉപകരണങ്ങളെ അകറ്റി നിർത്തുക, അതുവഴി മെഷീൻ ഉൽപ്പാദന പരാജയം അല്ലെങ്കിൽ മെഷീൻ കൃത്യത നഷ്ടപ്പെടാതിരിക്കുക.
7.സാങ്കേതിക പാരാമീറ്ററുകൾ:
| മോഡൽ | 5020-5Z | |
| പരമാവധി പ്രോസസ്സിംഗ് വർക്ക്പീസ് വലുപ്പം | നീളം × വീതി × ഉയരം (മില്ലീമീറ്റർ) | 5000×2000×2500 |
| ഗാൻട്രി പരമാവധി ഫീഡ് | വീതി (മില്ലീമീറ്റർ) | 2300 |
| ജോലി മേശ വലിപ്പം | നീളം X വീതി (മില്ലീമീറ്റർ) | 5000*2000 |
| മേശ യാത്ര | വർക്ക് ബെഞ്ച് അങ്ങോട്ടും ഇങ്ങോട്ടും നീങ്ങുന്നു (മില്ലീമീറ്റർ) | 5000 |
| ഡബിൾ റാം ലിഫ്റ്റ് മുകളിലേക്കും താഴേക്കും | റാമിന്റെ മുകളിലേക്കും താഴേക്കും സ്ട്രോക്ക് (മില്ലീമീറ്റർ) | 2500 |
| തിരശ്ചീനമായ റാം തരം ഡ്രെയിലിംഗ് ഹെഡ് പവർ ഹെഡ് ഒന്ന് രണ്ട് | അളവ് (2) | 2 |
| തിരശ്ചീനമായ റാം തരം ഡ്രെയിലിംഗ് ഹെഡ് പവർ ഹെഡ് ഒന്ന് രണ്ട് | സ്പിൻഡിൽ ടേപ്പർ | BT50 |
| സ്പിൻഡിൽ വേഗത (r/min) | 30~5000 | |
| സെർവോ സ്പിൻഡിൽ മോട്ടോർ പവർ (kw) | 37*2 | |
| മൂക്കിന്റെ മധ്യഭാഗങ്ങൾ തമ്മിലുള്ള ദൂരം രണ്ട് സ്പിൻഡിലുകളുടെ അറ്റങ്ങൾ (മില്ലീമീറ്റർ) | 1500-2500 മി.മീ | |
| സിംഗിൾ റാം (മില്ലീമീറ്റർ) ഇടത്തേയും വലത്തേയും സ്ട്രോക്ക് | 500 | |
| ഇരട്ട റാം (മില്ലീമീറ്റർ) ഇടതും വലതും സ്ട്രോക്ക് | 1000 | |
| ദ്വിദിശ സ്ഥാനനിർണ്ണയ കൃത്യത | 300mm*300mm | ± 0.025 |
| ദ്വിദിശ ആവർത്തന സ്ഥാനനിർണ്ണയ കൃത്യത | 300mm*300mm | ± 0.02 |
| മൊത്ത ഭാരം (ടി) | (ഏകദേശം)55 | മൊത്ത ഭാരം (ടി) |






